咨询电话:
咨询电话:一、焊接方法的选择
根据镍及镍合金可焊性特点,焊接工艺方法的选择是否能焊好镍及镍合金材料的关键。·生产实践证明,焊接这种材料的方法可有多种,可根据不同的生产条件和结构性能的要求,可以选择不同的焊接方法。诸如:焊条电弧焊、埋弧自动焊、TIG、MIG、扩散焊、电阻点焊、缝焊及对焊等;还可以采用等离子弧焊、电子束焊以及钎焊等方法。但在生产中应用比较多的是钨极氩弧焊(TIG)和焊条电弧焊。二、焊前准备
首先焊前必须清除工件表面上的油脂、漆和油垢,还有氧化膜等污物。表面上氧化膜及污点,在加热气氛中表面上也会形成还原性氧化物。
镍基合金熔化焊与焊接钢相比有低熔透性的特点,熔池小,熔附金属流动性差。从焊接性能来看,不宜采用大的线能量来增加熔透性,以防止焊接材料过热,使脱氧元素过多的烧损以及焊接熔池过分搅动所导致的焊缝成型不良。为保证熔透,应选用大坡口角度和小钝边的接头形式。
三、预热和焊后热处理
轧制的镍基合金一般不需预热,但当母材温度低于15℃以下时,应对接头两侧250-300mm宽的区域加热15-20℃,以免湿气冷凝导致焊缝气孔。层间温度应严格控制,生产实践中大都控制在100℃以下,以减少过热。
虽然有时为保证使用中不发生晶间腐蚀或应力腐蚀而采取稳定化处理,但一般不推荐焊后热处理。
四、钨极氩弧焊焊接工艺
钨极氩弧焊是镍基合金生产口应用最广泛的焊接方法,一般采用直流正极性,高频引弧以及电流衰减,延时断气的焊接技术。(1)氩气作为保护气体,要求必须干燥而且纯度要高,同时背面应通以氩气保护。
(2)钨极通常采用铈钨极,磨成尖部直径0.4mm,夹角30-60度的尖状,可保证电弧稳定和足够的熔深。应注意避免钨极与熔池相接触,尖端污染必须磨掉。
(3)焊丝选择是决定焊接接头质量和性能的关键。TIG用的焊丝大多与母材成分相当。
(4)工艺特点
·施焊时应采取短弧、快速焊。
·操作时可作微小摆动,但应掌握好焊炬和焊丝的角度。
多层焊时应控制层间温度,不超过100℃。注意填满弧坑。
线能量在保证熔透的前提下尽可能小。,镍基合金焊接熔池液态金属的流动性差,熔深浅,焊接时应注意对熔池的观察,防止气孔、未焊透等缺陷的产生,焊后应采取快速冷却的措施。
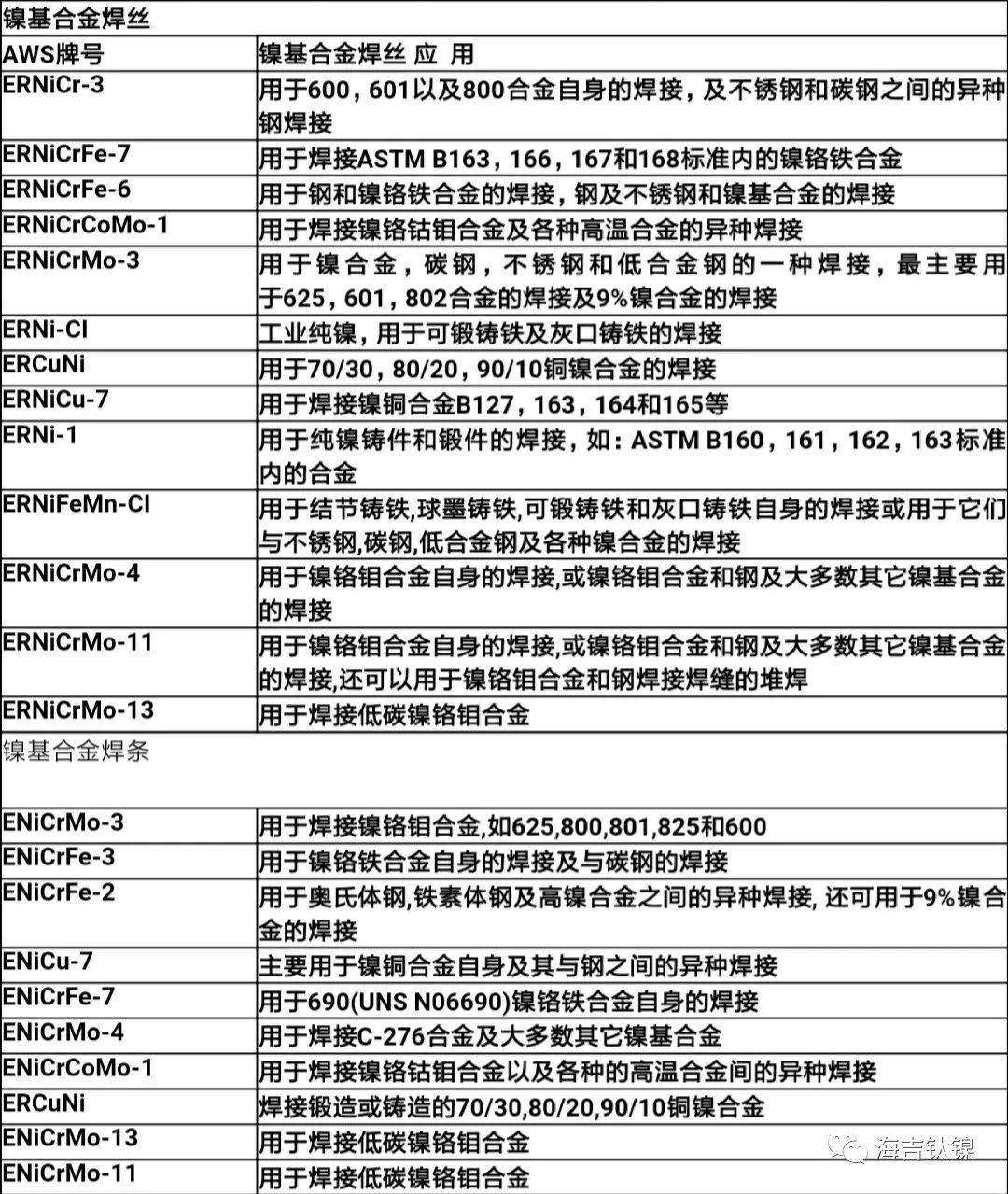
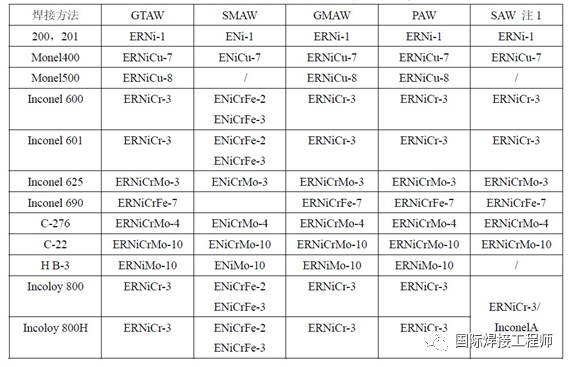
常用镍及镍基合金推荐的焊接材料 (AWS 体系)
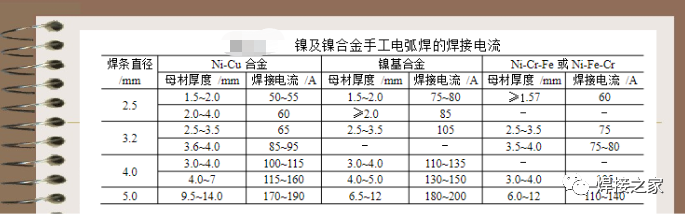
五、焊条电弧焊工艺
为避免焊条和焊缝金属过热,减少焊接应力,应采取小直径焊条、选用小电流、短弧法施焊。由于熔池金属流动性差,为防止未熔合、气孔等缺陷,一般要求在焊接过程中焊条适当摆动,把熔化金属送到坡口合适位置。接头再引弧时采用反向引弧技术,以抑制气孔等缺陷的产生
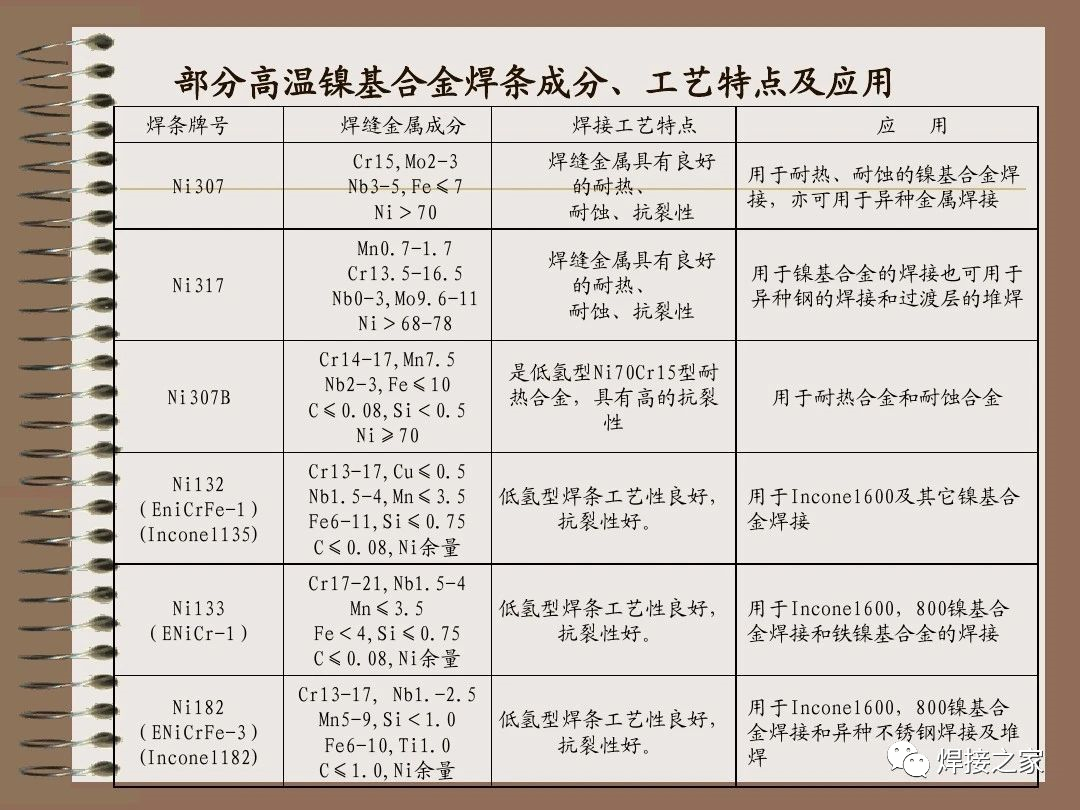
六、镍及镍合金焊接材料