咨询电话:
咨询电话:


镍基合金用药芯焊丝是一种通过药芯填充合金粉末实现特殊性能的焊接材料,其核心特点是通过调整药芯成分(如镍、铬、钼等元素比例)来优化耐磨性、耐腐蚀性或高温强度。以下是综合技术要点和应用分析:
镍基合金用药芯焊丝
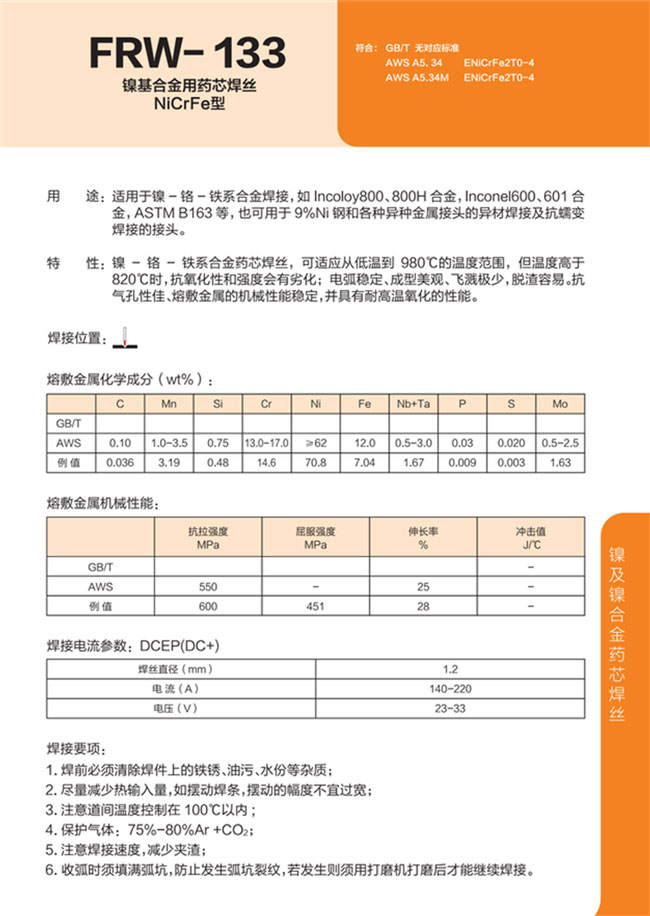
ENiCrFe2T0-4:适用于镍-铬-铁系合金焊接,如Incoloy800、800H合金,Inconel600、601合金,ASTM B163等,也可用于9%Ni钢和各种异种金属接头的异材焊接及抗蠕变焊接的接头
一、典型产品与性能
镍基合金药芯焊丝是一种以镍为基体的合金焊接材料,适用于高温、强腐蚀性环境下的设备制造与修复。其核心成分包括镍、铬、钼等元素,具有高耐蚀性、高热稳定性及良好的力学性能。镍基合金用药芯焊丝
ENiCrFe2T0-4:适用于镍-铬-铁系合金焊接,如Incoloy800、800H合金,Inconel600、601合金,ASTM B163等,也可用于9%Ni钢和各种异种金属接头的异材焊接及抗蠕变焊接的接头
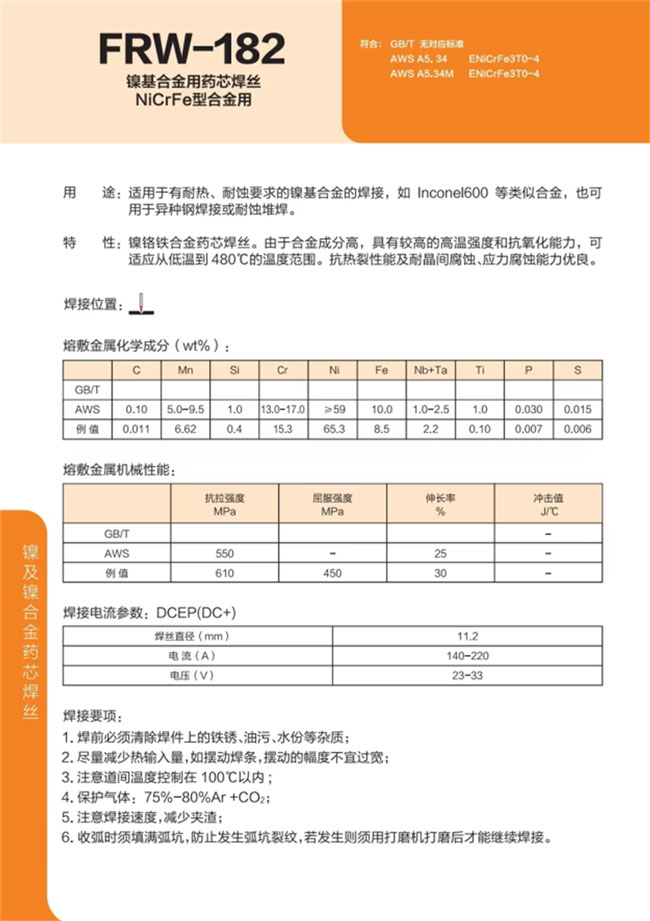
ENiCrFe3T0-4:适用于有耐热、耐蚀要求的镍基合金的焊接,如Inconel600等类似合金,也可用于异种钢焊接或耐蚀堆焊。
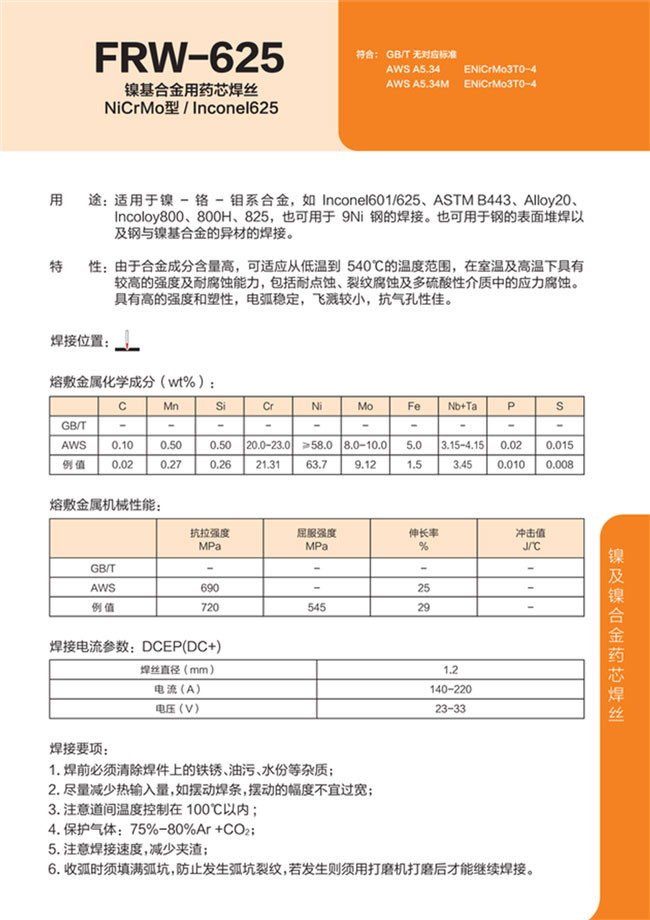
ENiCrMo3T0-4:适用于镍-铬-钼系合金,如Inconel601/625、ASTM B443、Alloy20、Incoloy800、800H、825、也可用于9Ni钢的焊接。也可用于钢的表面堆焊以及钢与镍基合金的异材的焊接。
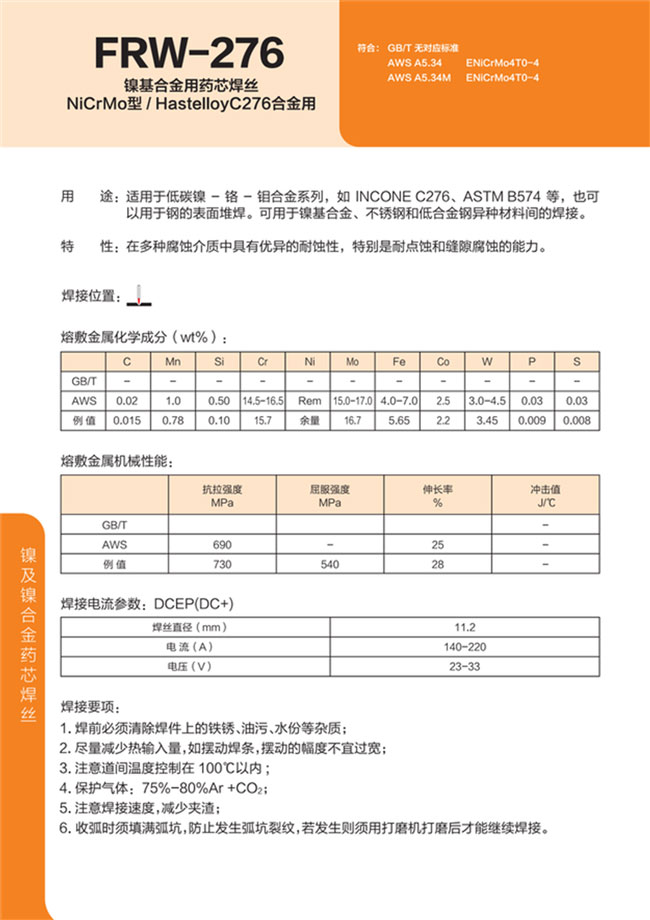
ENiCrMo4T0-4:适用于低碳镍-铬-钼合金系列,如INCONE C276、ASTM B574等,也可以用于钢的表面堆焊。可用于镍基合金、不锈钢和低合金钢异种材料间的焊接。
二、焊接要项
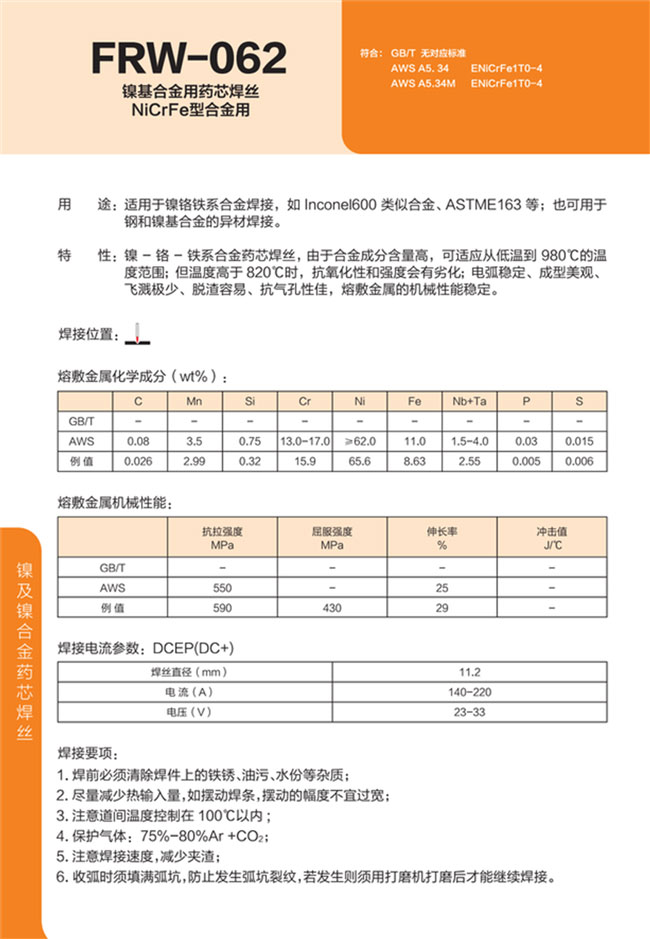
1.注意道间温度控制在100℃以内;2.保护气体:75%-80%Ar+CO₂;
3.注意焊接速度,减少夹渣;收弧时须填满弧坑,防止发生弧坑裂纹,若发生则须用打磨机后才能继续焊接。