

 咨询电话:
咨询电话:




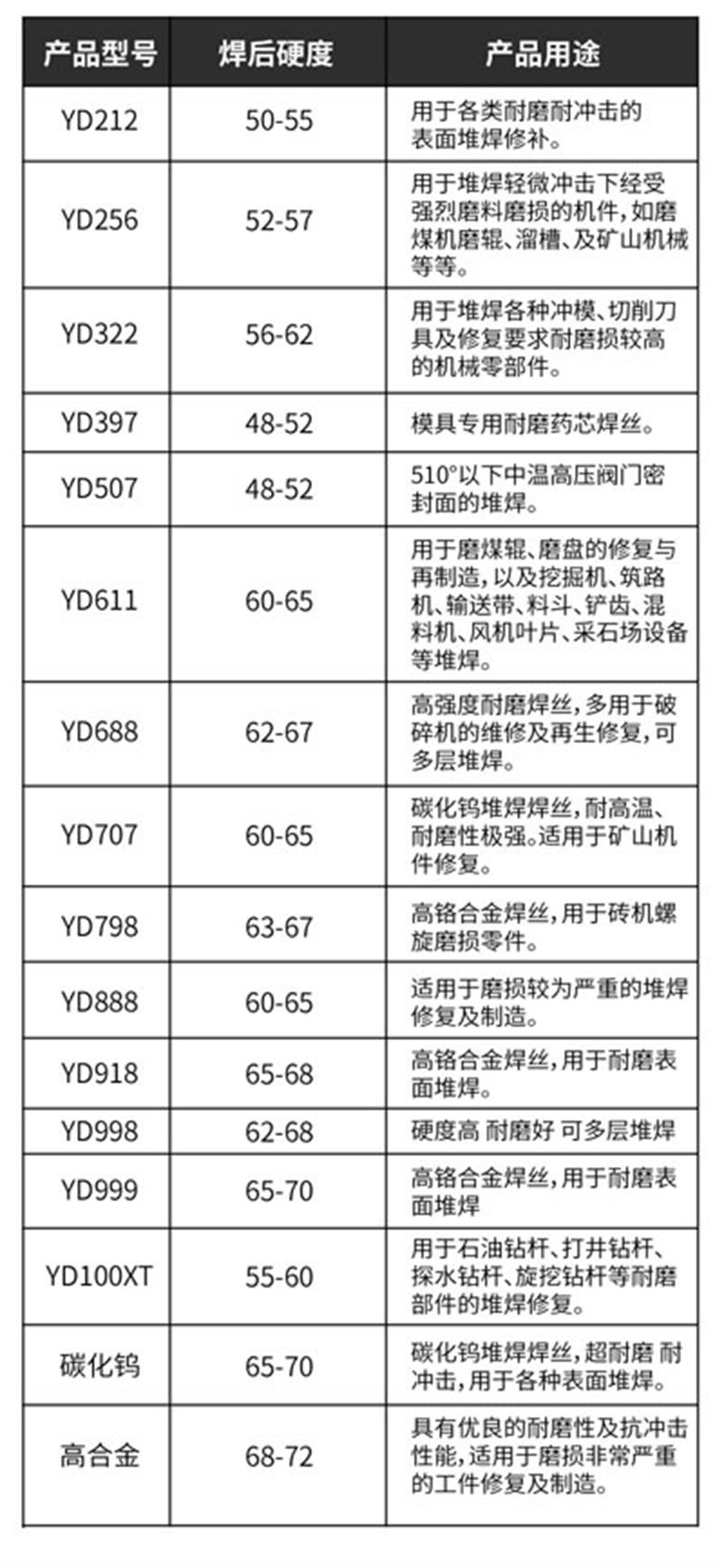

气体保护堆焊焊丝型号硬度对照表
|
牌号 |
硬度HRC |
牌号 |
硬度HRC |
|
YD112 |
23~28 |
YD502 |
43~45 |
|
YD132 |
33~38 |
YD507 |
40~45 |
|
YD172 |
43~47 |
YD507L |
35~40 |
|
YD208 |
54~57 |
YD507Mo |
40~45 |
|
YD212E |
48~52 |
YD512 |
46~49 |
|
YD212 |
50~53 |
YD517 |
45~50 |
|
YD218 |
55~59 |
YD55 |
58~62 |
|
YD256 |
33~38 |
YD577 |
28~32 |
|
YD258 |
50~54 |
YD55E |
58~62 |
|
YD276 |
HB≥210 |
YD60 |
63~66 |
|
YD322 |
50~55 |
YD600 |
57~62 |
|
YD337 |
50~55 |
YD618 |
60~63 |
|
YD377 |
52~57 |
YD65 |
65~68 |
|
YD397 |
43~47 |
YD70 |
68~70 |
|
410 |
35~40 |
YD707 |
60~65 |
|
410NiMo |
35~40 |
100XT |
52~55 |
|
414N |
42~44 |
W9566 |
60~63 |
|
420 |
40~45 |
SKD11 |
57~62 |
|
420J |
45~50 |
碳化钨 |
64~67 |
|
YD45 |
45~50 |
碳化铬 |
58~62 |
|
YD50 |
53~56 |
高合金 |
63~65 |
|
YD788 |
55~60 |
YD990 |
60~65 |
|
YD790 |
60~65 |
YD788WN |
50~60 |
|
YD880 |
62~67 |
YD788W |
50~60 |
|
YD885 |
65~70 |
YD582 |
55~60 |






