一、磷铜焊材
磷铜焊材是以铜(Cu)和磷(P)为主要成分的钎焊材料,通常含磷5-8%,具有熔点低(645-800℃)、流动性好等特点,适用于铜及铜合金的焊接。
主要牌号与性能
BCu92P:含P 7.5-8.5%,熔点710-750℃,流动性好但脆性大,适用于无振动载荷的铜件焊接。
BCu93P(HL201):含P 6.8-7.5%,熔点710-793℃,流动性优异,用于机电仪表行业。
BCu89SnP(HL208):含P 6.8-7.5%、Sn 5-6%,熔点620-660℃,适用于低锌黄铜焊接。
应用领域
空调、冰箱制冷配件(如铜管焊接)。
电气设备(如电机绕组)及卫浴五金(需配合钎剂)。
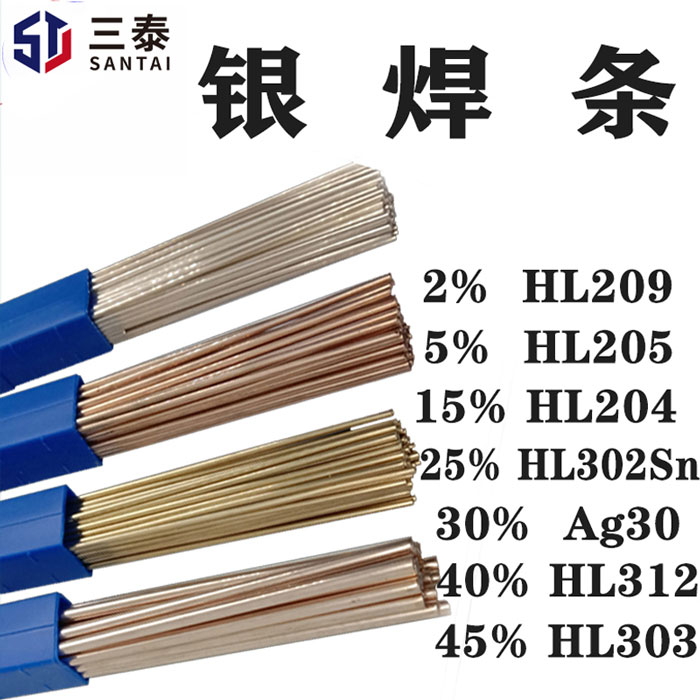
二、银焊材
银焊材通过添加银(Ag)提升导电性、延展性及耐腐蚀性,含银量通常为2%-72%,适用于铜、钢、不锈钢等金属的钎焊。
银铜磷焊材
HL209(BCu91AgP):含Ag 1.8-2.2%、P 5.5-7.5%,熔点645-771℃,广泛用于空调、电机行业。
HL204(BCu80AgP):含Ag 14.5-15.5%、P 4.8-5.2%,熔点645-815℃,导电性优异,适用于振动载荷较小的铜合金接头。
银铜锌焊材
HL302(BAg25CuZn):含Ag 25%、Cu 40%,熔点745-775℃,可焊接铜、钢及不锈钢。
HL303(BAg45CuZn):含Ag 45%、Cu 30%,熔点660-725℃,适用于高强接头。
三、选型建议
铜合金焊接:优先选用磷铜焊材(如BCu93P)或低银焊材(如HL209)以降低成本。
高导电需求:选择含银15%以上的焊材(如HL204)。
不锈钢焊接:需采用银铜锌焊材(如HL303)。

磷铜钎料
|
牌号
|
GB
|
AWS
|
产品名称
|
|
L201【料201】
|
BCu93P-A
|
BCuP-2
|
高磷铜钎料
|
|
L204【料204】
|
BCu80PAg
|
BCuP-5
|
铜银磷钎料
|
|
L202【料202】
|
-
|
BCu94P
|
高磷铜钎料
|
|
L203【料203】
|
BCu92PSb
|
-
|
铜磷锑钎料
|
|
L210【料210】
|
BCu86SnP
|
-
|
铜磷锡钎料
|
|
L209【料209】
|
BCu91PAg
|
BCuP-6
|
铜银磷钎料
|
|
L205【料205】
|
BCu89PAg
|
BCuP-4
|
铜银磷钎料
|
银钎料
|
牌号
|
GB
|
AWS
|
产品名称
|
|
L303【料303】
|
BAg45CuZn
|
BAg-5
|
45%银钎料L303银基钎料
|
|
L304【料304】
|
BAg50CuZn
|
BAg-6
|
50%银钎料
|
|
L321【料321】
|
BAg56CuZnSn
|
BAg-7
|
56%银锡钎料
|
|
L301【料301】
|
BAg10CuZn
|
-
|
10%银钎料
|
|
L302【料302】
|
BAg25CuZnSn
|
BAg-37
|
25%银锡钎料
|
|
L323【料323】
|
BAg30CuZnSn
|
-
|
30%银锡钎料
|
|
L314【料314】
|
BAg35CuZnCd
|
35%银镉钎料
|
35%银镉钎料
|
|
L326【料326】
|
BAg38CuZnSn
|
BAg-34
|
38%银锡钎料
|
|
L312【料312】
|
BAg40CuZnCdNi
|
-
|
40%银镉钎料
|
|
L322【料322】
|
BAg40CuZnSnNi
|
-
|
40%银锡钎料
|
|
L310【料310】
|
BAg45CuZnCd
|
BAg-1
|
45%银镉钎料
|
|
L325【料325】
|
BAg45CuZnSn
|
BAg-36
|
45%银锡钎料
|
|
L313【料313】
|
BAg50CuZnCd
|
BAg-1a
|
50%银镉钎料
|
|
L306【料306】
|
BAg65CuZn
|
BAg-9
|
65%银钎料
|
|
L308【料308】
|
BAg72Cu
|
72%银钎料
|
72%银钎料
|


 咨询电话:
咨询电话: